Oct. 27, 2025
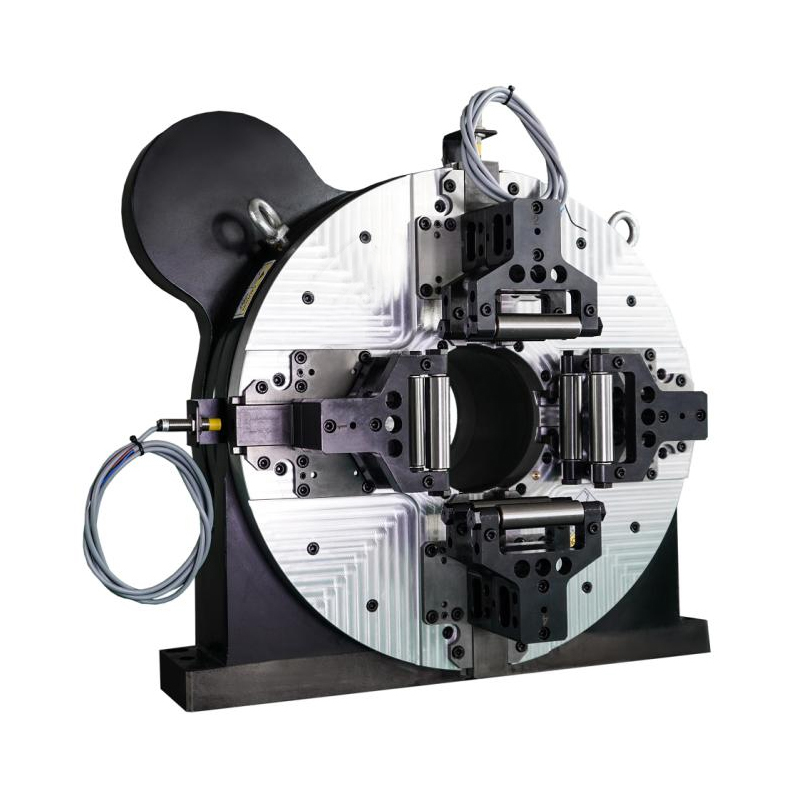
1. When changing the upper jaw, the toothed portion of each base jaw and the sliding rail engagement area must be cleaned; otherwise, inaccuracies will occur.
2. Set the air pressure according to the workpiece shape and cutting conditions. Tubular workpieces are easily deformed when clamped under high pressure.
3. When clamping inclined or tapered metal workpieces, please adjust the working pressure beforehand.
4. When clamping eccentric workpieces, the centrifugal force generated by the eccentric weight acts on a single jaw; a low speed must be used during machining.
5. Do not use an upper jaw whose teeth do not match the base jaws. Insufficient tooth engagement will affect clamping force and accuracy, and in severe cases, damage the base jaws.
6. Before starting operation, perform a trial run at low speed to check if the position of the upper jaw and workpiece interferes with the cutting head and machine bed.
7. When the machine is parked for an extended period, do not clamp any workpiece in the chuck.
8. If the cutting head or cutting head holder hits the chuck due to improper operation or mechanical failure,
stop the machine immediately and check whether each jaw, gear, nut, connecting screw and clamping accuracy are normal.
 CO.,LTD.")