Nov. 19, 2025
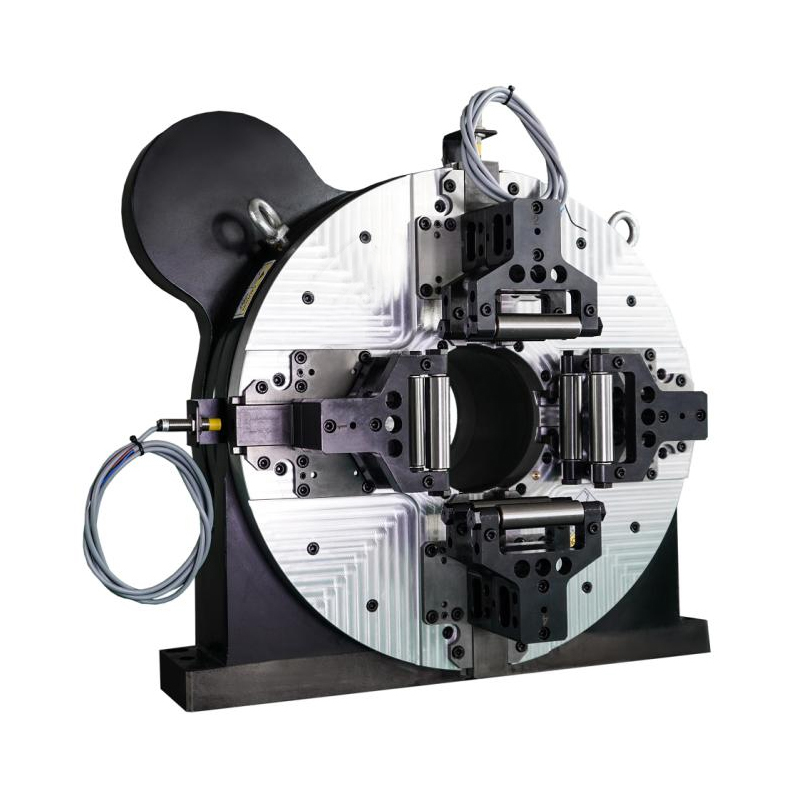
When using a hydraulic center rest, first adjust its position to ensure the rollers are clamped onto the complete support surface.
Specifically, loosen the locking bolts at the front of the center rest base, adjust the pin position on the right end of the center rest,
insert it into the slot of the support plate, move the support plate immediately, and once the position is confirmed, retract the pin and tighten the front bolts.
Do you know how to quickly install and calibrate a hydraulic center rest? Fix the hydraulic center rest behind the machine tool. With the workpiece rotating,
first ensure the two lower support jaws evenly contact the workpiece support surface and then tighten them.
Then, firmly fasten the top cover and adjust the position of the upper support jaws. Once appropriate, tighten them.
The installation and calibration of a hydraulic center rest generally involves clamping shaft-type workpieces onto the chuck and hydraulic center rest.
Do not clamp the shaft-type workpiece too tightly initially. First, use a magnetic dial indicator to align the shaft center closest to the hydraulic center rest.
After narrowing the alignment range, switch to a micrometer indicator for further alignment. After alignment, tighten the workpiece.
Hydraulic center supports typically have three adjustable top pins. The highest point is indicated by the dial indicator's swing; adjust the corresponding pin.
Align the chuck position by two threads, then use the hydraulic center support to hold the workpiece and align its tail.
Note that the hydraulic center support's base guide rails require timed manual lubrication, performed once before each shift.
Ensure the clamped part has sufficient clamping space, and that the clamping surface is machined and has a good finish; otherwise,
the rollers and the entire hydraulic center support may be damaged. When using a hydraulic center support,
the section of the workpiece surface supported by the center support serves as the support reference.
A finish cut should be made before setting the center support to achieve a low surface roughness value, and the outer diameter must be free of shape errors.
 CO.,LTD.")